




焊缝接头技术是焊接操作技术中的重要环节,如何使焊缝接头均匀连接,避免产生过高、脱节、宽窄不一致的缺陷,这就要求焊工在焊缝接头时选用恰当的方式,接头连接的平整与否,不但要看焊工的操作技术,也要看接头温度的高低,温度越高,接的越平稳,所以中间接头要求电弧中断时间短,换焊条动作快,多层焊时,层间接头要错开,以提高焊缝的致密性。
焊缝的收尾是指一条焊缝焊完时,应把收尾处的弧坑填满,如果收尾时立即拉断电弧,则会形成低于焊件表面的弧坑,过深的弧吭使焊缝收尾处强度减弱,容易造成应力集中而导致产生裂纹,因此,在焊缝收尾时不允许有较深的弧坑存在,一般收尾的方法有三种:
1、划圈收尾法:即焊条移至焊缝终点时,做圆圈运动,直至填满弧坑在拉断电弧,此法适用于厚板的收尾。
2、反复断弧收尾法:即焊条移到焊缝终点时,在弧坑处反复熄弧、引弧数次,直至填满弧坑为止,此法适用于薄板和大电流焊接,但碱性焊条不适合采用此法,容易产生气孔。
3、回焊收尾法,即焊条移至收尾处,并且改变焊条角度回焊一小段后灭弧,此法适用于碱性焊条。
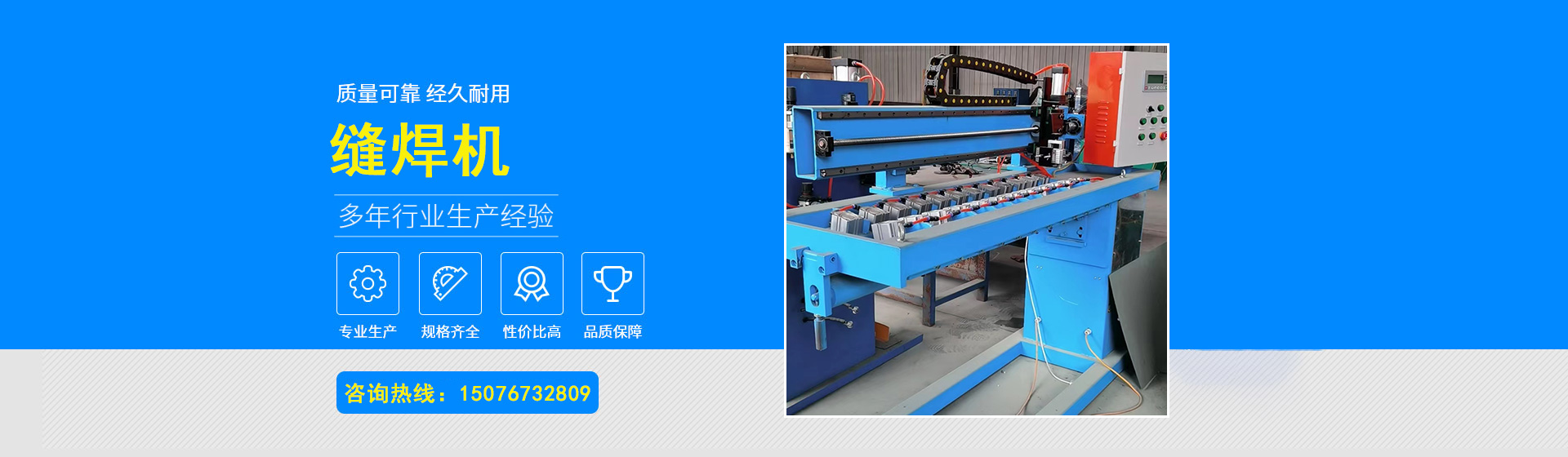
缝焊机焊接循环的四个阶段:
预压阶段-电极下降到电流接通阶段,保证电极压紧工件,使工件间有适当的加压力。
焊接时间-焊接电流通过工件,产热形成熔核。
维持时间-切断焊接电流,电极压力继续维持至熔核凝固到足够强度。
休止时间-电极开始提起到电极再次开始下降,开始下一个焊接循环。

